Small
PC 2700 Compact

Loader Crane
Key Specs
- Max. lifting moment
- 2.6 mt
- Max. lifting capacity
- 2,000 kg
- Max. hydraulic outreach
- 5 m
Our Compact cranes deliver outstanding performance with the agility and control to negotiate tight spaces. The efficient P 2700 features a robust design that safeguards key components for reliability and durability. Load-holding valves prevent boom drop under load – ideal for precise maintenance and installation work.


Technical Specifications
Technical data
- Max. lifting moment
- 2.6 mt
- Max. lifting capacity
- 2,000 kg
- Max. hydraulic outreach
- 5 m
- Max. manual outreach
- 6 m
- Slewing angle
- 325°
- Slewing torque
- 0.31 mt
- Max. operating pressure
- 200 bar
- Pump capacity
- 9 l/min
- Dead weight (std)
- 216 kg
Cranes shown in the leaflet are partially optional equipped and do not always correspond to the standard version.
Country-specific regulations must be observed. Dimensions may vary. Subject to technical changes, errors and translation mistakes.
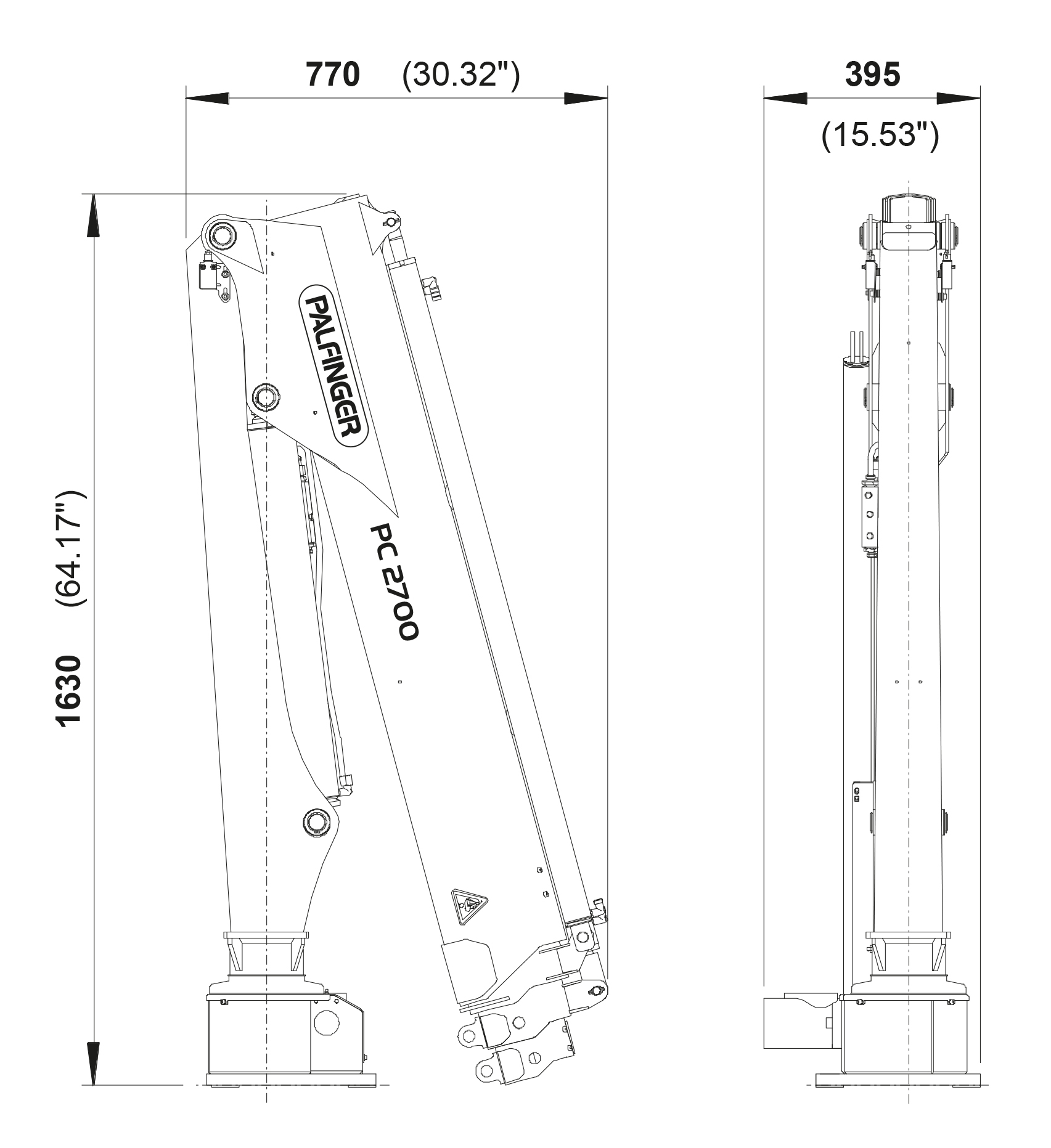
Lifting capacities
|
Crane Height (mm) |
Crane Weight (kg) |
Crane Width (mm) |
Installation Width (mm) |
Lifting moment (mt) |
Outreach (m) |
Pressure (MPa) |
Pump capacity (l/min) |
Slewing angle (°) |
Slewing torque (mt) |
|
|---|---|---|---|---|---|---|---|---|---|---|
| A | 1,630 mm | 207 kg | 770 mm | 395 mm | 2.6 mt | 3.7 m | 20 Mpa | 9 | 325 | 0.3 |
| B | 1,630 mm | 228 kg | 770 mm | 395 mm | 2.5 mt | 5 m | 20 Mpa | 9 | 325 | 0.3 |
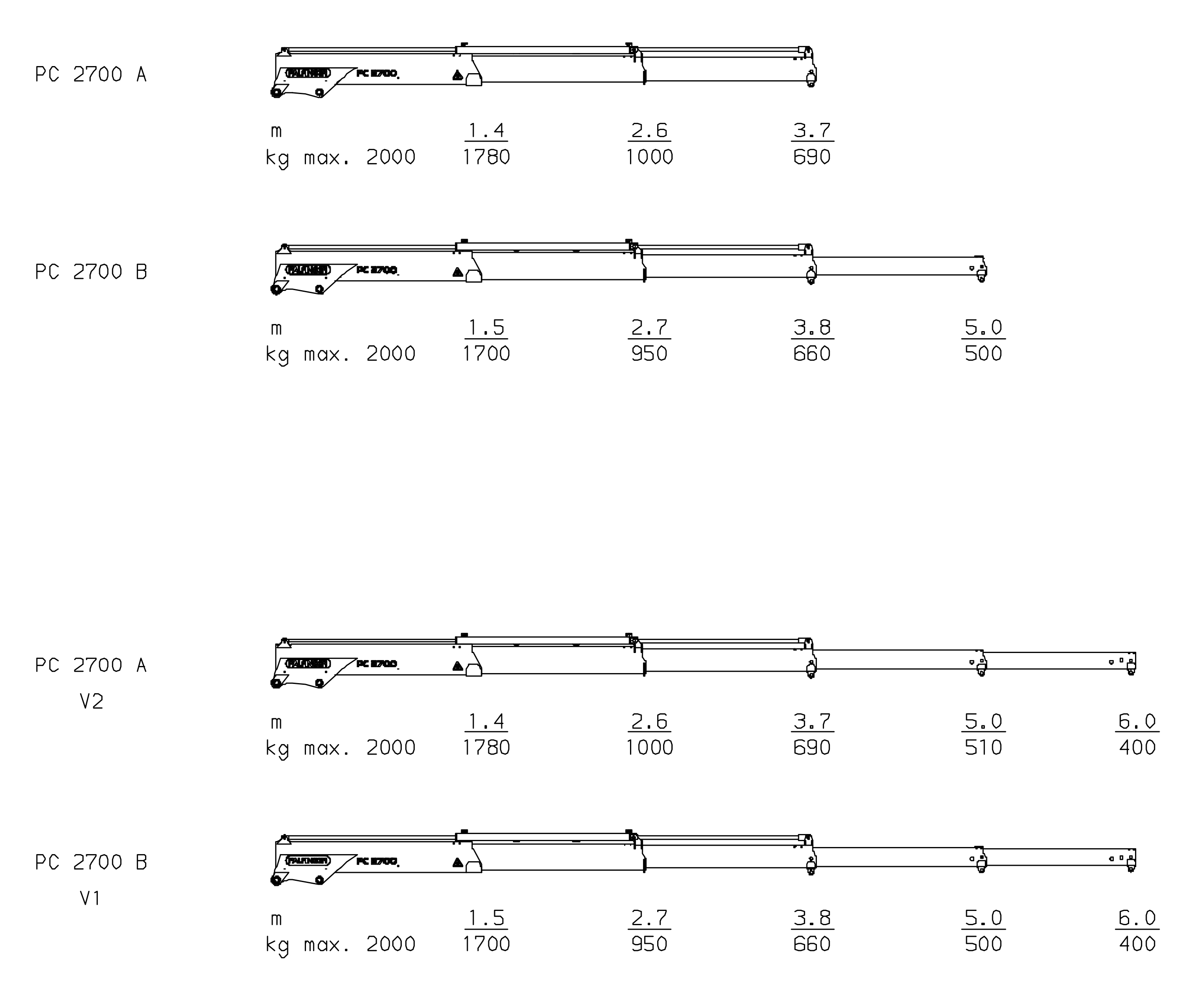
The outreaches stated are with a boom angle of 20° and are therefore not the maximum. When using mechanical boom extensions, the loads shown on the charts need to be reduced by the weight of these extensions.
Long-Lasting Coating for Maximum Protection
Advanced coating technology protects components against corrosion, wear, and harsh weather conditions. Multi-stage surface treatment and durable, eco-friendly coatings create a tough, elastic finish with high impact and UV resistance. This extends service life, maintains a high-quality appearance, and preserves resale value while reducing environmental impact and long-term maintenance effort.

Optional Features

Radio Remote Control – Full Control
Radio remote control system operates the crane safely and efficiently from a distance. Operator commands are transmitted wirelessly delivering precise hydraulic movements. This enables clear visibility of the load, one-person operation, and allows work outside danger zones. Adjustable controls, speed settings, and built-in safety shutoffs improve comfort, accuracy, and overall job site safety.

Rope Winch – Controlled Vertical Lifting
Rope winch enables precise vertical lifting and lowering of loads, even at long reach or great height. Integrated into the crane control system, it allows smooth, controlled movements and accurate positioning. Assisted functions improve safety, reduce load swing, and expand lifting applications where vertical handling, fine control, or high placement accuracy are required.