Small
PK 2900

Loader Crane
Key Specs
- Max. lifting moment
- 2.5 mt
- Max. lifting capacity
- 990 kg
- Max. hydraulic outreach
- 6.4 m
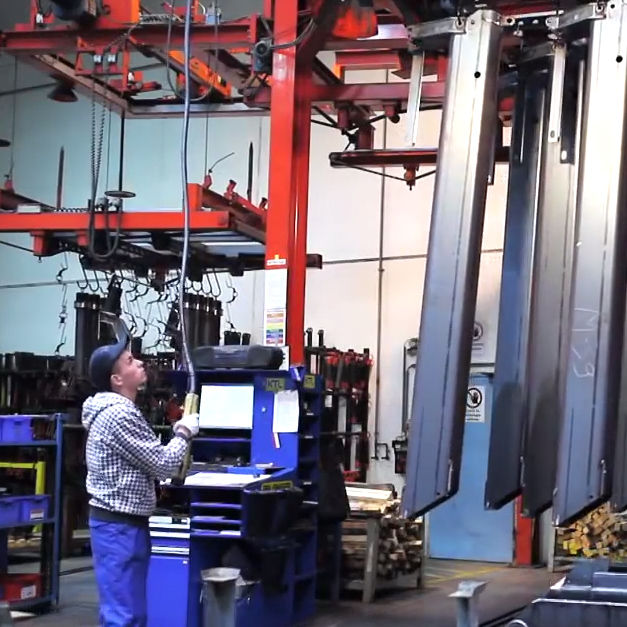
Our High Performance range is built for maximum power, endurance, and control. The agile PK 2900 is designed for light commercial vehicles, combining dependable strength with a low dead weight. This improves payload capacity, vehicle performance, and overall efficiency, making it an ideal choice for inner-city deliveries.




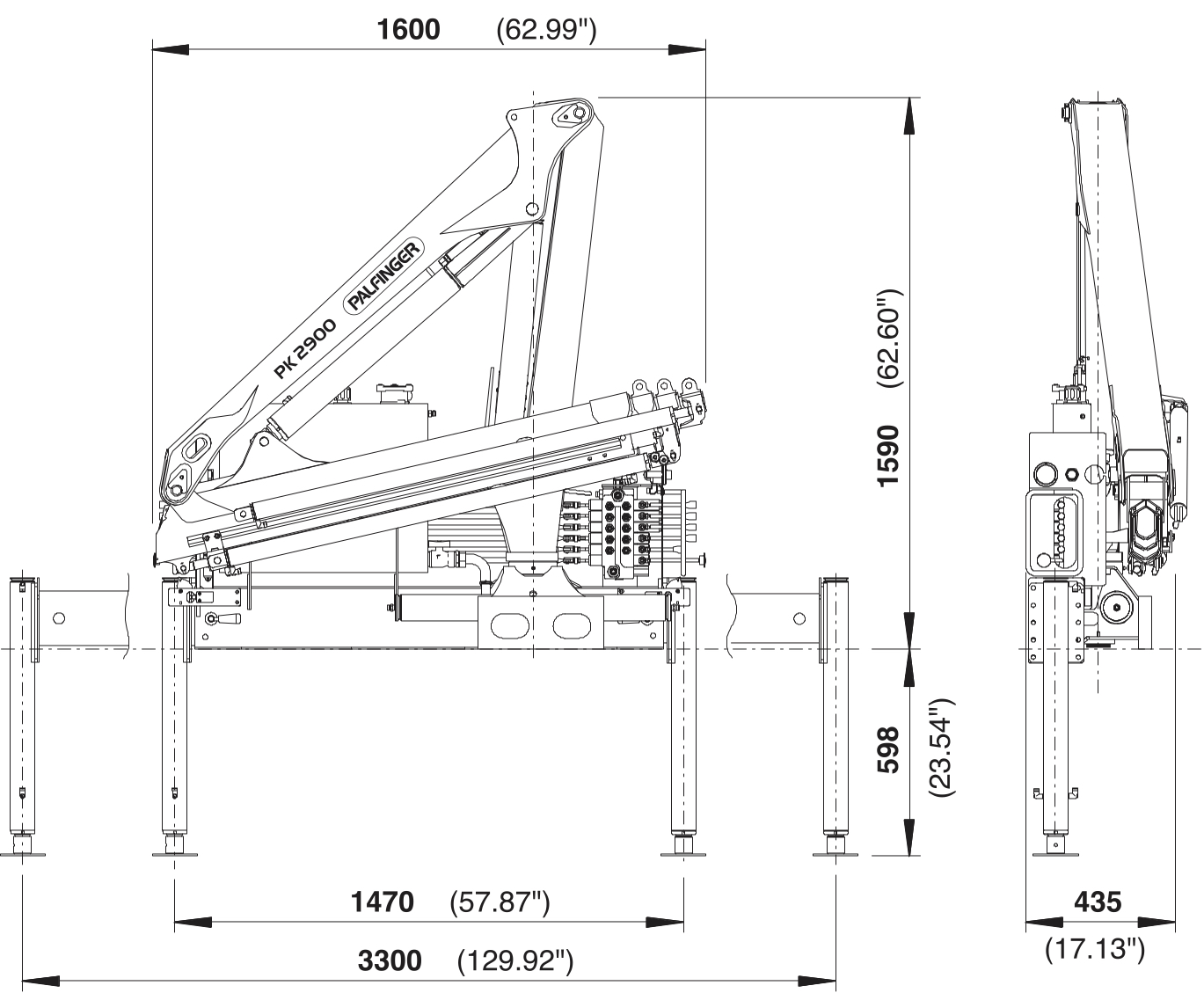
Technical Specifications
Technical data
- Max. lifting moment
- 2.5 mt
- Max. lifting capacity
- 990 kg
- Max. hydraulic outreach
- 6.4 m
- Slewing angle
- 370°
- Slewing torque
- 0.3 mt
- Stabilizer spread (std)
- 3.3 m
- Fitting space required (std)
- 0.45 m
- Width folded
- 0.77 m
- Max. operating pressure
- 250 bar
- Pump capacity
- 10 l/min
- Dead weight (std)
- 374 kg
Cranes shown in the leaflet are partially optional equipped and do not always correspond to the standard version.
Country-specific regulations must be observed. Dimensions may vary. Subject to technical changes, errors and translation mistakes.
Lifting capacities
|
Crane Height (mm) |
Crane Weight (kg) |
Crane Width (mm) |
Installation Width (mm) |
Lifting moment (mt) |
Outreach (m) |
Pressure (MPa) |
Pump capacity (l/min) |
Slewing angle (°) |
Slewing torque (mt) |
|
|---|---|---|---|---|---|---|---|---|---|---|
| Std | 1,590 mm | 374 kg | 1,600 mm | 435 mm | 2.5 mt | 4 m | 25 Mpa | 10 | 370 | 0.3 |
| A | 1,590 mm | 406 kg | 1,600 mm | 435 mm | 2.4 mt | 5.2 m | 25 Mpa | 10 | 370 | 0.3 |
| B | 1,590 mm | 434 kg | 1,600 mm | 470 mm | 2.3 mt | 6.4 m | 25 Mpa | 10 | 370 | 0.3 |
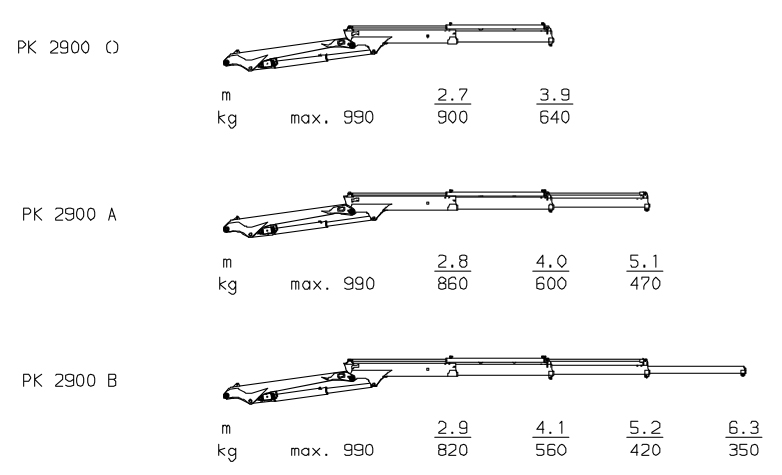
The outreaches stated are with a boom angle of 20° and are therefore not the maximum. When using mechanical boom extensions, the loads shown on the charts need to be reduced by the weight of these extensions.