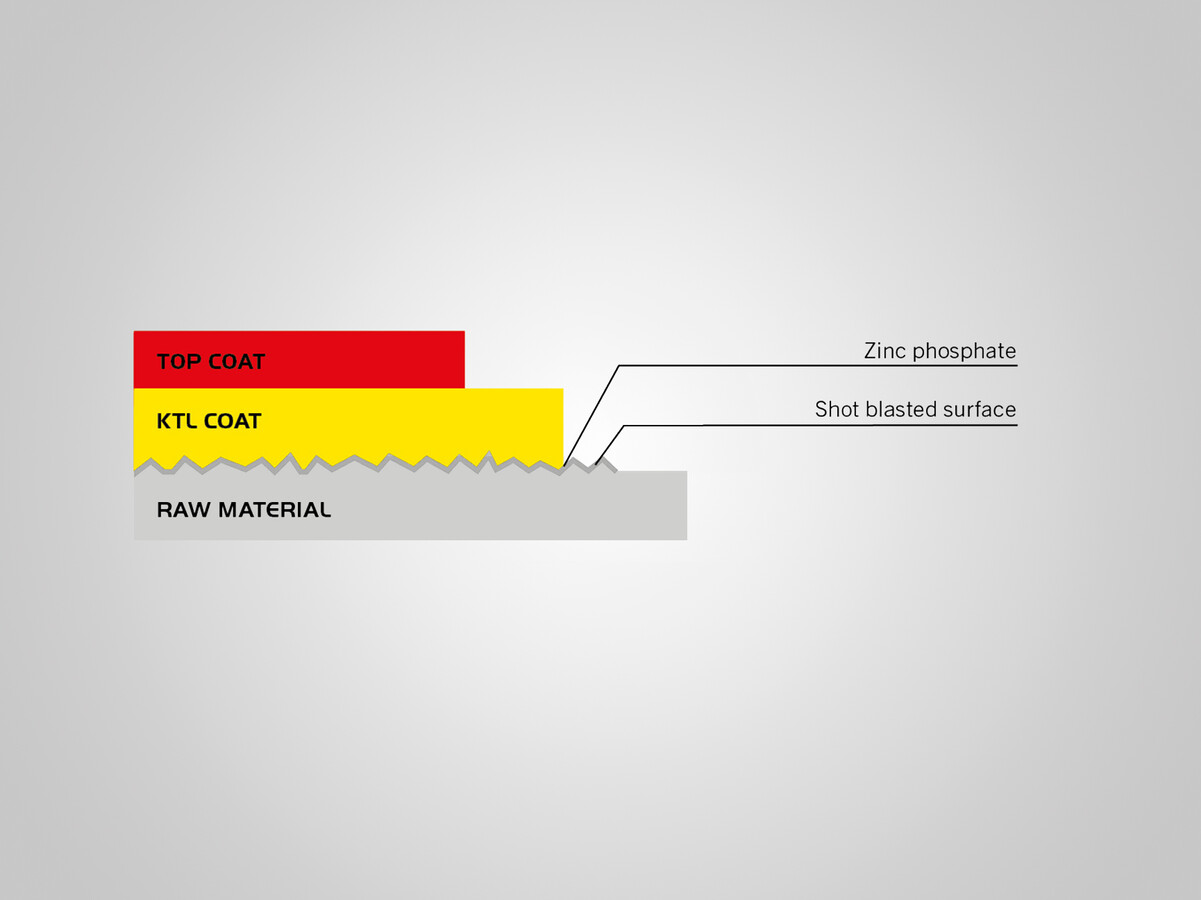
Innovative technology for surface coating is the foundation for durable and long-lasting surface protection. Unique KTL process with years of experience and environment-friendly energy consumption.